Il nostro software per la gestione automatica degli impianti galvanici è progettato per offrire un controllo totale e una gestione ottimizzata del vostro processo di galvanizzazione. Integra un’interfaccia di supervisione sul computer con una logica di controllo PLC, garantendo un livello superiore di precisione e flessibilità.
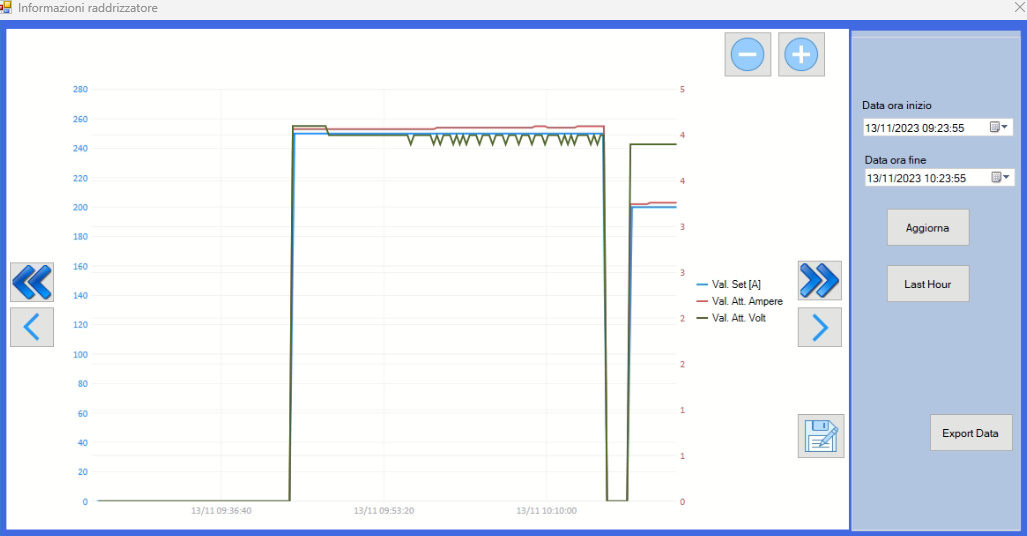
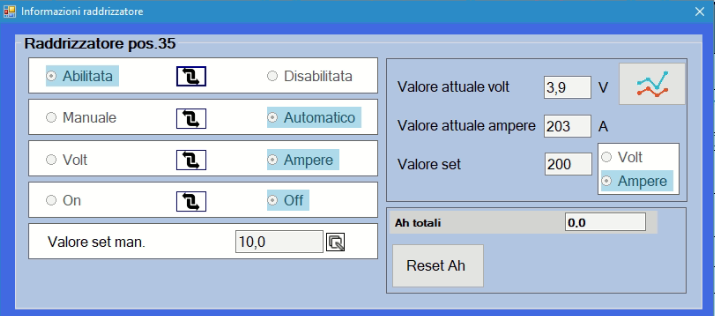
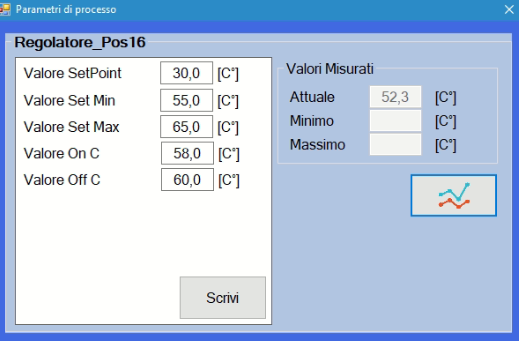
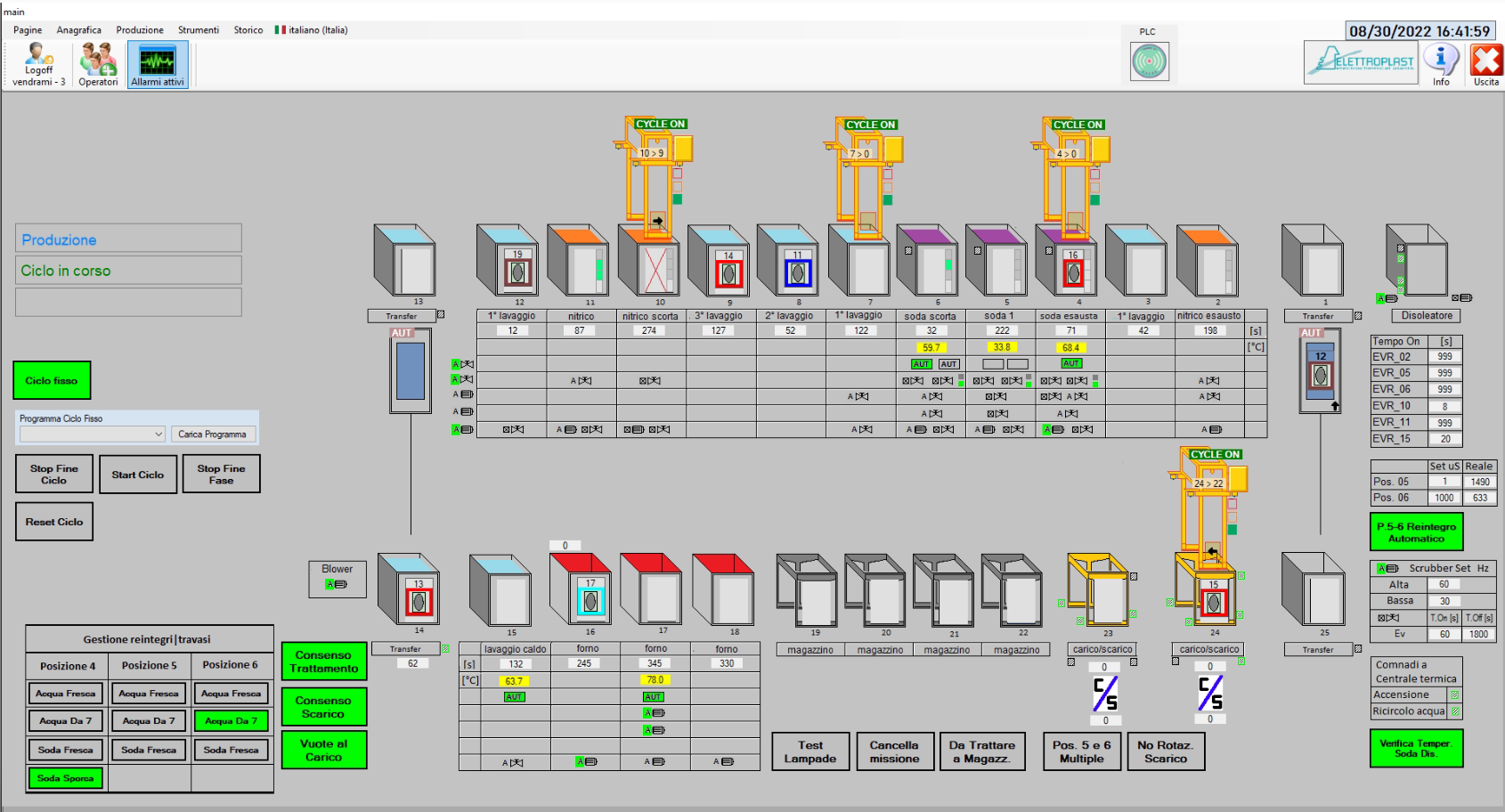
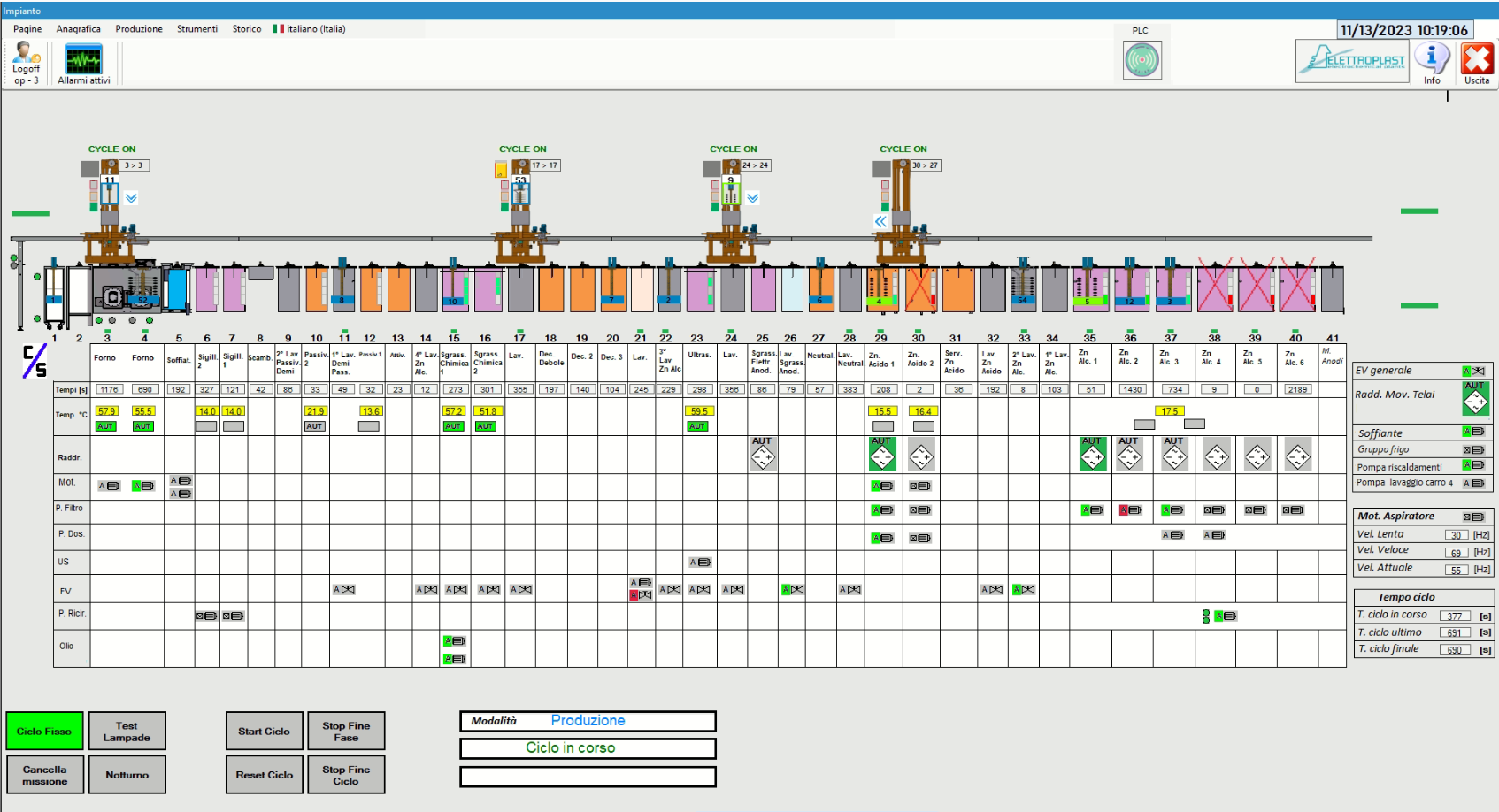
La supervisione sul computer fornisce una visualizzazione completa dello stato dell’impianto, inclusa la posizione dei carri, le temperature delle vasche, le tensioni e le correnti nei processi elettrolitici, i dosatori e le condizioni di funzionamento di tutte le apparecchiature.
Movimentazione dei Carri
Monitoraggio Avanzato
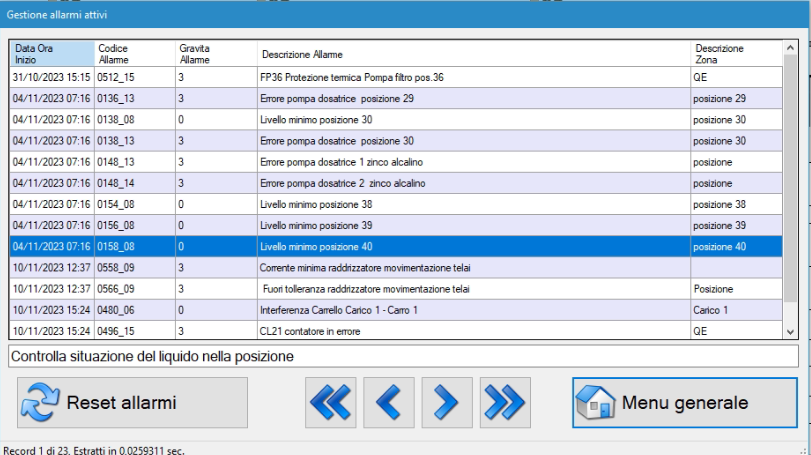
Supervisione Continua: l’interfaccia sul computer fornisce un monitoraggio in tempo reale dello stato dell’impianto, garantendo una risposta immediata a variazioni o anomalie.
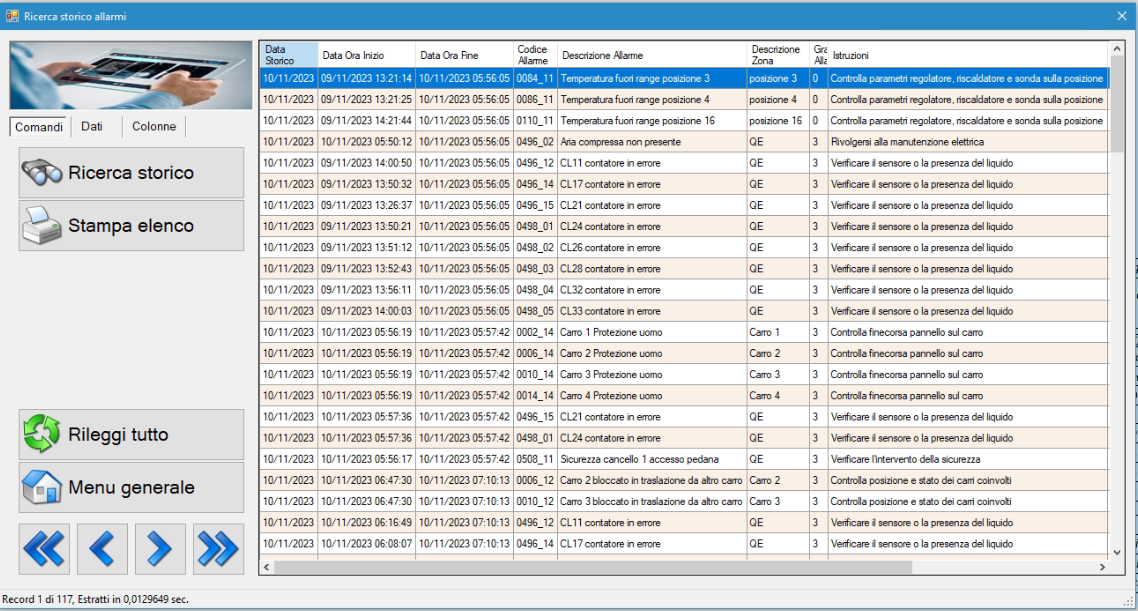
Tracciabilità della Produzione
Sistema di Tracciamento Integrato: registra e analizza ogni fase del processo di galvanizzazione, garantendo una tracciabilità completa della produzione per assicurare qualità e conformità.
Configurazione Flessibile
Adattabilità alle Esigenze: il software è progettato per adattarsi alle specifiche esigenze dell’impianto, consentendo configurazioni personalizzate per rispondere al meglio alle vostre necessità.
Il nostro software per la gestione di impianti galvanici offre un approccio pratico per semplificare le operazioni e migliorare l’efficienza della produzione. Unendo la tecnologia PLC all’interfaccia utente avanzata, offriamo una soluzione affidabile per un controllo completo ed una gestione intelligente del vostro impianto galvanico.
La struttura hardware di automazione comprende:
Il PLC è installato all’interno del quadro elettrico principale dell’impianto. Il PC e il monitor si trovano in una consolle della postazione di comando controllo dell’impianto posta in prossimità della posizione di carico /scarico. Tutti gli strumenti e i dispositivi di uso più frequente sono centralizzati intorno alla postazione di comando e controllo in modo da minimizzare gli spostamenti richiesti all’operatore per svolgere le normali operazioni di gestione dell’impianto.
Elettroplast srl
Via Valcamonica, 21
25132 Brescia – Italy
P.IVA: 04395190988
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}